插裝閥快速液壓鉚接機
概述:液壓鉚接機是目前所有卡車、客車等鉚接車架的必不可少的核心設(shè)備。
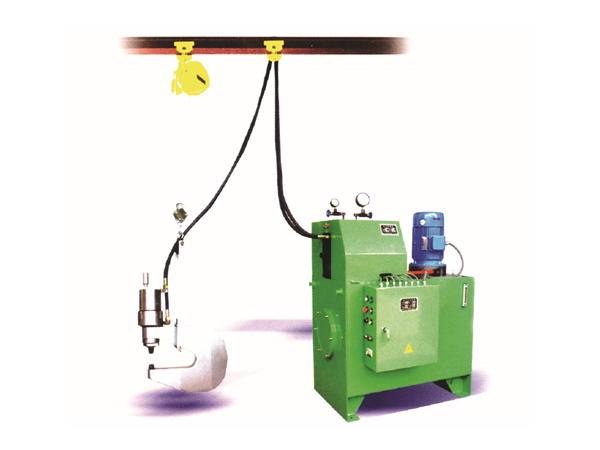
1 組成:液壓鉚接機系統(tǒng)包含液壓站、鉚鉗、鉚模、吊具、高壓軟管、平衡器、滑車以及相應(yīng)附件。

液壓站懸吊式鉚鉗、吊具及彈簧平衡器
2直壓式液壓鉚接機
2.1概述
我公司開發(fā)的直壓式鉚接機,其液壓站是由變量泵+板式閥組成。油泵采用的是性能優(yōu)良、高效的變量柱塞泵,液壓閥采用的是力士樂知名品牌。這種液壓站最主要的特點是不需增壓,通過變量泵的控制使油液壓力直接上升到高壓,壓力上升快,鉚接速度快,結(jié)構(gòu)簡單,便于維修。
2.2 AX-50EB雙系統(tǒng)直壓式液壓鉚接機
AX-50EB雙系統(tǒng)直壓式液壓鉚接機是我公司開發(fā)的一種雙系統(tǒng)直壓式液壓鉚接機,其最高鉚接力為50T,液壓系統(tǒng)為雙系統(tǒng),一用一備。型號表示為AX-50EB.其中50表示鉚接機最大鉚接力為50T,“E”表示直鉚,“B”表示備用回路,“EB”表示直壓式液壓鉚接機是一個雙液壓系統(tǒng),也即有一個備用回路的意思。
2.2.1 AX-50EB雙系統(tǒng)直壓式液壓鉚接機主要技術(shù)參數(shù)
AX50EB系列鉚接機主要技術(shù)參數(shù)如下:
公稱鉚接力: 500 KN
電源: 三相四線380V 50Hz
系統(tǒng)壓力: 31.5MPa
工作壓力: 31.5 MPa
調(diào)節(jié)壓力: 50T/40T/30T
鉚接油缸直徑: ¢125 mm
鉚接油缸行程: 90 mm
可冷鉚鉚釘直徑: ¢14 mm
鉚接速率: 20~35次/分
電機功率: 11KW
公稱流量: 90L/min
冷卻方式: 風(fēng)冷散熱器
油箱容積: 1100 L(雙系統(tǒng))
2.2.2 AX-50EB雙系統(tǒng)直鉚式液壓鉚接機液壓原理
直鉚式鉚接機液壓原理如上圖所示,本機采用的是高壓變量柱塞泵調(diào)壓系統(tǒng),工作時通過變量泵的變量作用可將壓力直接升到31.5MPa,系統(tǒng)中的溢流閥起安全泄荷作用。該鉚接機的特點是鉚接速度快,結(jié)構(gòu)簡單,便于維修。
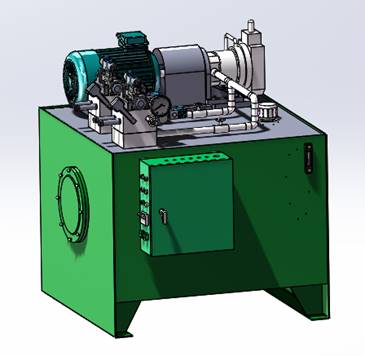
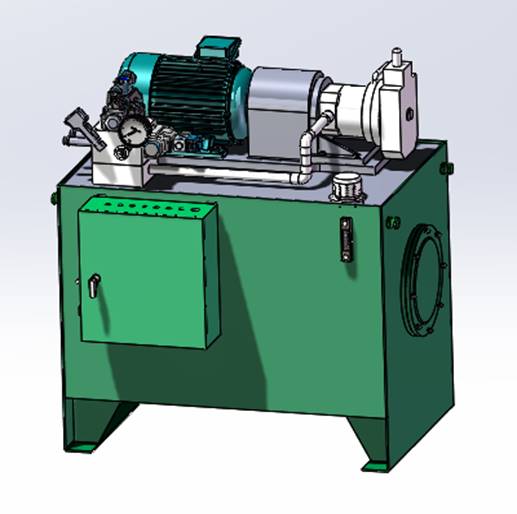
2.2.3結(jié)構(gòu)形式
以下為50T雙系統(tǒng)直鉚式液壓鉚接機裝配示意圖:
鉚接機主要由油箱、油泵電機組、液壓閥組(兩組)、冷卻裝置、旁路過濾裝置及電氣裝置等六部分組成。
油泵電機組、閥組、旁路過濾裝置分別裝在油箱蓋上,便于安裝、調(diào)試、檢查和維修;箱上安裝開式護罩,護罩采用金屬網(wǎng)式結(jié)構(gòu),便于散熱。
油箱由Q235鋼板焊接而成,油箱蓋上裝有空氣過濾器,對加油和空氣進行過濾。內(nèi)部用導(dǎo)流板將回油腔與吸油腔分開,對油液進行循環(huán)。油箱底部裝有放油嘴,可將油液排空,油箱端部有清潔窗,可對油箱內(nèi)腔進行清洗;油箱上的溫感液位計可觀察油箱內(nèi)油位和油溫,。
油泵電機組由電機、支座、聯(lián)軸器、高壓柱塞泵組成。油泵電機采用臥式安裝,變于對油泵進行調(diào)節(jié)。油泵和電機之間采用支座和彈性聯(lián)軸器進行聯(lián)接,便于裝配和更換。
液壓閥組由液壓閥和閥塊組成,所有液壓閥安裝在閥塊周圍,結(jié)構(gòu)簡單,具有油路短、泄露少、安裝方便等優(yōu)點。
液壓站配有旁路單獨過濾裝置,能夠?qū)τ鸵哼M行精密過濾,還能去除油液中的水份,極大地延長液壓油的使用壽命,并能減少液壓故障的發(fā)生。
泵組、閥組安裝有開式護罩,護罩采用角鋼框架,金屬網(wǎng)式結(jié)構(gòu),便于散熱
液壓站配有油冷機,能夠?qū)σ簤河偷臏囟冗M行控制。
每臺液壓站均配有接油盒,接油盒四邊尺寸超過油箱外表面150mm,并做卷邊處理。
鉚接機所用液壓閥均采用進口力士樂產(chǎn)品,和北京華德品牌具有互換性。
2.2.4控制形式
鉚接機操作控制方式可實現(xiàn)點動、單次、自動、松手返回等。雙操作,雙壓力控制,一臺鉚接機能實現(xiàn)不同規(guī)格鉚釘?shù)你T接。
鉚接機采取PLC控制,觸摸屏顯示壓力。可實現(xiàn)壓力在50t\40t\30t之間調(diào)整,且調(diào)整時間不大于5s。
2.2.5配置
本機在配置上,無論從液壓元件還是從油管、管接頭和密封件的選擇上,基本上都是國內(nèi)外知名品牌,檔次得到了大幅度的提升。其中電機選用的是進口SEW品牌,液壓閥選用的是進口力士樂,油缸密封件選用的是英國Hallite,高壓泵油管和管接頭選用的也都是國內(nèi)名牌,大大提高了產(chǎn)品的性能,增加了產(chǎn)品的可靠性。
2.3AX-40E直壓式液壓鉚接機
AX-40E直壓式液壓鉚接機同上述的AX-50EB直壓式液壓鉚接機為同系列產(chǎn)品,其最高鉚接力為40T,液壓系統(tǒng)為單系統(tǒng),型號表示方法同上。
2.3.1AX-40E直壓式液壓鉚接機主要技術(shù)參數(shù)
AX40E直壓式鉚接機主要技術(shù)參數(shù)如下:
公稱鉚接力: 400 KN
電源: 三相四線380V 50Hz
系統(tǒng)壓力: 31.5MPa
工作壓力: 31.5 MPa
調(diào)節(jié)壓力: 40T/30T
鉚接油缸直徑: ¢125 mm
鉚接油缸行程: 90 mm
可冷鉚鉚釘直徑: ¢14 mm
鉚接速率: 20~30次/分
電機功率: 7.5KW
公稱流量: 60L/min
油箱容積: 400L
2.3.2AX-40E直壓式液壓鉚接機液壓原理
液壓原理與AX-50EB相同,采用的是高壓變量柱塞泵調(diào)壓系統(tǒng),工作時通過變量泵的變量作用可將壓力直接升到31.5MPa,系統(tǒng)中的溢流閥起安全泄荷作用。該鉚接機的特點是鉚接速度快,結(jié)構(gòu)簡單,便于維修。
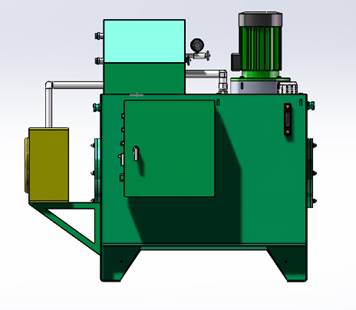
2.3.3 AX-40E直壓式液壓鉚接機結(jié)構(gòu)形式
左側(cè)為AX-40E鉚接機的裝配圖,其組成與AX-50EB相似,由油箱、油泵電機組、液壓閥組、冷卻裝置、及電氣裝置等五部分組成。
2.3.4控制形式
控制形式同2.2.4
2.3.5配置
配置同2.2.5
3增壓式液壓鉚接機
增壓式鉚接機,其特點是能將定量泵輸出的較低壓力通過增壓缸增壓到鉚接鉚釘所需的高壓壓力。控制元件采用插裝閥,通流量大,發(fā)熱小。缺點是結(jié)構(gòu)復(fù)雜,由于增壓缸與閥塊做成一體,閥塊制作難度較大。其控制形式有點動、單次、松手返回、延時保壓、雙操作及PLC控制等多種形式。
增壓式鉚接機主要型號規(guī)格有AX30C、AX30CS、AX40C、AX40CS、AX50C、AX50CS(具體規(guī)格參數(shù)見公司樣本)。40表示最大鉚接力為40T,“S”為雙鉚,即一個液壓發(fā)生器可帶兩個鉚鉗。
3.1AX-40CS增壓式液壓鉚接機主要技術(shù)參數(shù)
公稱鉚接力: 400 KN
電源: 三相四線380V 50Hz
系統(tǒng)壓力: 6.3MPa
工作壓力: 31.5 MPa
可冷鉚鉚釘直徑: ¢14 mm
鉚接速率: 20-25次/分
電機功率: 7.5KW
公稱流量: 60 L/min
油箱容積: 400 L
3.2 AX-40CS增壓式鉚接機液壓原理
液壓原理如圖,由定量泵+插裝閥+增壓缸組成。采用了增壓原理,通過增壓缸把定量泵的輸出壓力增壓到鉚接鉚釘所需的壓力。
3. 3 AX-40CS增壓式鉚接機結(jié)構(gòu)形式
上圖為AX-40CS鉚接機的裝配圖,由油箱、油泵電機組、液壓閥組、冷卻裝置、及電氣裝置等五部分組成。
3. 4控制形式
控制形式同2.2.4
3. 5配置
配置同2.2.5
4液壓鉚接機電氣操作說明
4.1觸摸屏的操作
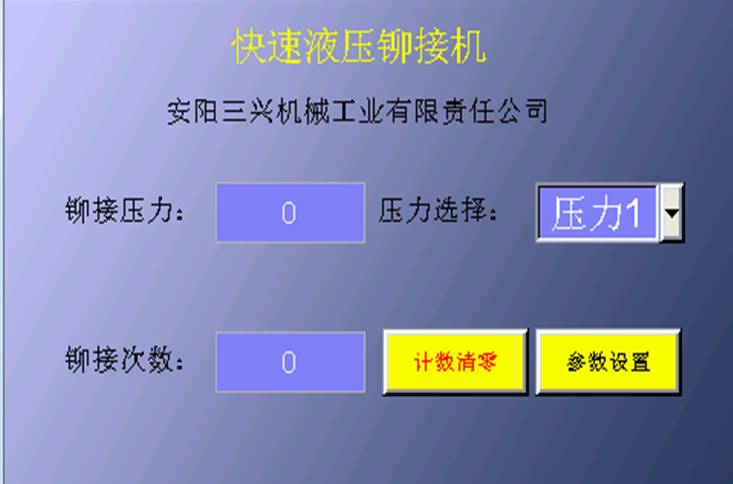
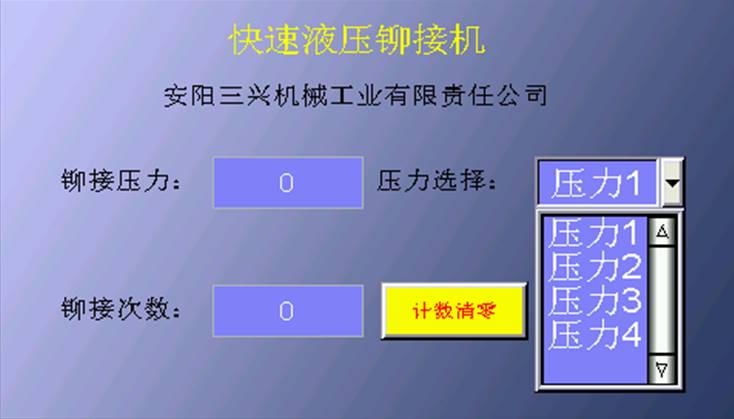
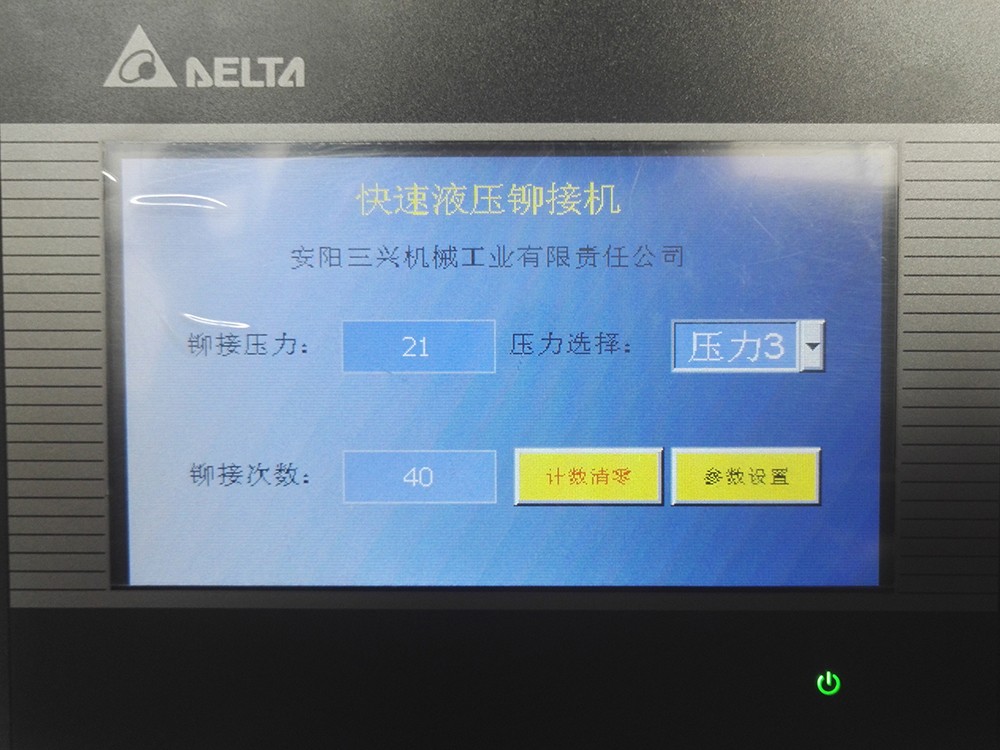
4.1.1鉚接機通電后,觸摸屏顯示主畫面(圖一),主畫面中分別顯示鉚接所使用的壓力和鉚接次數(shù),并有將鉚接次數(shù)清零的按鈕和壓力選擇組合按鈕。
4.1.2按動計數(shù)清零按鈕,鉚接次數(shù)將歸零(圖一:主畫面)
4.1.3鉚接機的鉚接壓力分為4個壓力可供選擇(圖二)。
( 圖二:壓力選擇)
4.1.4按動參數(shù)設(shè)置按鈕后,就進入?yún)?shù)設(shè)置窗口(圖三)。
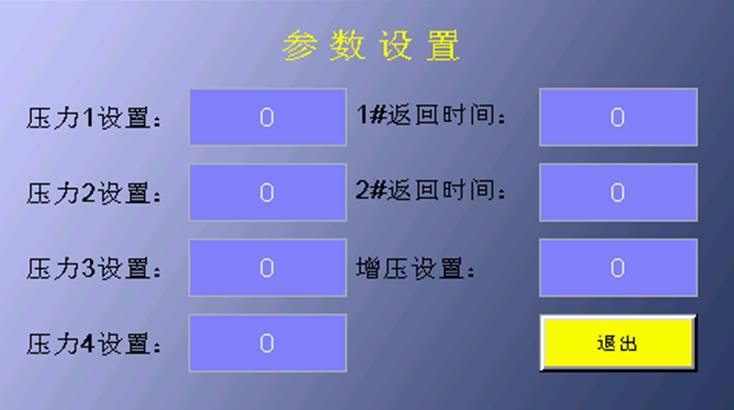
(圖三:參數(shù)設(shè)置)
4.1.5壓力設(shè)置輸入框輸入需要的鉚接壓力(5-30Mpa),增壓設(shè)置輸入框輸入增壓時的壓力(0-5Mpa)。
4.2鉚接機電氣由PLC控制、在操作工位附近立柱可增加雙操按鈕。
4.3具有點動功能以便能夠?qū)?zhǔn)鉚釘及松手返回功能。
4.4具有防止電機短路和過載的保護裝置。
4.5液壓發(fā)生器具有雙鉚結(jié)構(gòu)功能。
4.6電氣元件、液壓元件都具有互換性。
4.7鉚釘鉚接的保壓時間由PLC設(shè)定。
4.8手柄操作按扭控制電壓為24V,確保了維修、使用時的人身安全。
5 AX-50F電氣原理圖
6.2 鉚鉗體(自制件)
6.2.1鉚鉗體材料:合金鋼42CrMo
6.2.2工藝處理:整體鍛造+熱處理


鉚鉗鍛造示意
6.2.2.1毛坯模鍛工藝
6.2.2.1.1下料
A:鍛件毛坯重量為:G毛坯=G鍛件+G燒損+G敷料+G加工余量。
B:根據(jù)圖紙計算出的毛坯重量下料,誤差不大于5%。
6.2.2.1.2加熱
鉚鉗用料為42CrMo,始鍛1150度、終鍛850度。為保證鍛后再結(jié)晶完全,鍛件內(nèi)部得到細晶粒組織,先把毛坯加熱到1100度,保溫3小時后再進行鍛造。
6.2.2.1.3鍛造
A:經(jīng)保溫達到始鍛溫度后,取料機取料,開始鍛造。
B:由于鍛件的形狀與尺寸主要靠人工操作來控制,需經(jīng)反復(fù)鐓粗、拔長一定尺寸后,引入模具,直接鍛造成大弓形。
C:根據(jù)毛坯尺寸大小和工藝復(fù)雜程度決定加熱次數(shù),確保在材質(zhì)鍛造溫度內(nèi)經(jīng)行。
D:經(jīng)過輔助工序和修整工序后,把毛坯件鍛造到符合加工的尺寸內(nèi)。
E:鍛件鍛好后首先進行退火處理,最后放至保溫池自然冷卻。
6.2.2.2鉚鉗體的制作工藝: 下料→自由鍛→模鍛→檢驗→鍛造成形→退火→刨銑→檢驗→鏜孔→淬火→拋光→全面檢驗。
6.2.3 鉚鉗體應(yīng)力分析
鉚鉗體的規(guī)格是根據(jù)用戶提供的車架總成的車型來進行設(shè)計的。設(shè)計需要兼顧的因素依次有兼容車型的參數(shù)、兼容鉚釘?shù)拇笮 T鉗工作的工位區(qū)間、輕量化設(shè)計等。
根據(jù)設(shè)計值還必須對鉚鉗體要進行應(yīng)力分析。將各部分的應(yīng)力采用最佳數(shù)值后設(shè)定, 決定設(shè)計值的基準(zhǔn), 根據(jù)所設(shè)定的基準(zhǔn)值進行設(shè)計。
鉚鉗的應(yīng)力分析
2.7.19.5.2.4 裝配線要求使用的鉚鉗參數(shù):
6.2.4.1 立式 鉚接Φ14mm鉚釘
鉚鉗彎臂開口K=210mm,喉深H=250mm;
鉚模柄部直徑Φ25mm。
鉚鉗油缸行程:90mm,缸徑Φ140mm。
6.2.4.2 立式鉚接Φ12mm鉚釘
鉚鉗彎臂開口K=240mm,喉深H=250mm;
鉚模柄部直徑Φ25mm。
鉚鉗油缸行程:90mm,缸徑Φ125mm。
6.2.4.3臥式鉚接機設(shè)備基本參數(shù):
彎臂開口H:450mm,喉深h:445mm。
彎臂鉚座中心線到地面的高度為1000mm。
鉚模柄部直徑Φ25mm
油缸行程150mm,缸徑140mm。
6.2.5 設(shè)計依據(jù)
6.2.5.1執(zhí)行標(biāo)準(zhǔn)
鉚接設(shè)備設(shè)計制造、實驗、檢驗、安裝等按標(biāo)準(zhǔn)JB/T9966-99嚴(yán)格執(zhí)行。安陽市三興機械工業(yè)有限責(zé)任公司榮幸成為標(biāo)準(zhǔn)制定的參與者。
6.2.5.2引用標(biāo)準(zhǔn)
GB5226-85《機床電器設(shè)備技術(shù)條件》
GB3766-83《液壓系統(tǒng)通用技術(shù)條件》
GB181《包裝儲運圖示標(biāo)志》
GB116《鉚釘技術(shù)條件》
GB699《優(yōu)質(zhì)碳素結(jié)構(gòu)鋼號和一般技術(shù)條件》
JB1885-77《A型扣壓式膠管接頭》
ZBJ50011-89《機床涂漆技術(shù)條件》
ZBJ50013-89《機床防銹技術(shù)條件》
ZBJ50014-89《機床包裝技術(shù)條件》
GB17120-2012《鍛壓機械安全技術(shù)條件》
GB/T7935-2005《液壓元件通用技術(shù)條》
6.3 鉚鉗油缸(自制件)

鉚鉗油缸是鉚接設(shè)備的核心部件之一。
油缸蓋和配套的螺母均為鍛造件,符合鍛造工藝。
油缸筒內(nèi)壁為滾壓工藝,增加致密度的同時提高了光潔度。
7關(guān)鍵零部件工藝
序號 | 名稱 | 材料 | 備注 |
1 | 鉚鉗體 | 42CrMo | 整體鍛造成型 |
2 | 鉚模 | 42CrMo | 淬火處理 |
3 | 鉚鉗油缸 | 45#鍛件 | 內(nèi)孔滾壓處理 |
4 | 油箱 | Q235焊件 | 鈍化處理、焊縫檢驗 |
5 | 活塞桿 | 42CrMo鍛件 | 表面鍍鉻 |
6 | 電控箱 | Q235焊件 | 靜電噴涂、IP50級 |
8鉚接達到的技術(shù)指標(biāo)
8.1鉚接后板材之間的間隙≤0.02mm;
8.2鉚接零件的結(jié)合面應(yīng)貼緊,貼緊范圍的直徑不小于鉚釘桿直徑的3倍;
8.3鉚釘頭與零件沿鉚釘頭周圍至少應(yīng)有一點是貼緊的,用0.05mm塞尺插不進去,其余部分的間隙用0.25mm的塞尺插不進去;
8.4鉚釘不能有歪斜現(xiàn)象, 鉚釘桿偏移量不得大于0.4mm;
8.5鉚釘對鉚釘孔擠壓充實良好,鉚釘頭與鉚接面、鉚接件接合面、鉚成頭與鉚接面之間的間隙不得大于0.05mm;鉚成頭不得有裂紋;
8.6鉚釘頭凸緣飛邊要求: C < 2mm ;D < 1.5mm (見下圖所示)
9 液壓鉚接機的使用方式及位置
9.1 液壓鉚接機的液壓站放置于鋼結(jié)構(gòu)平臺上方,供電采用橋架電纜供電。此種集中放置方式既便于維修管理,又為地面節(jié)省空間。液壓站上有操作面板,便于維修使用,下方立柱上也有一套操作面板,便于操作工使用。

鋼結(jié)構(gòu)平臺集中放置鉚接機液壓站
9.2 鉚鉗懸掛在鋼結(jié)構(gòu)下方的KPK軌道上,通過滑車+平衡器可以自由升降和移動使用。

鉚鉗的全方位使用
9.3 鉚接機與鉚鉗之間的高壓油管的布置方式一般有兩種,一種如下圖所示,高壓硬管從液壓站彎曲外出沿鋼結(jié)構(gòu)下行至平臺下方,使用卡套式接頭接軟管到鉚鉗油缸上。高壓硬管采用防銹處理過的無縫鋼管Φ25mm,加裝束管夾子和鋼結(jié)構(gòu)固定。

鉚接機與鉚鉗連接油缸布置
另一種方式是將高壓硬管穿過鋼結(jié)構(gòu)平臺下行,其他連接方式與上相同。
-
上一篇:高低壓數(shù)顯組合式鉚接機
-
下一篇:沒有了;






































 微信二維碼
微信二維碼